STOCK # 6722
Add to Cart
Description:
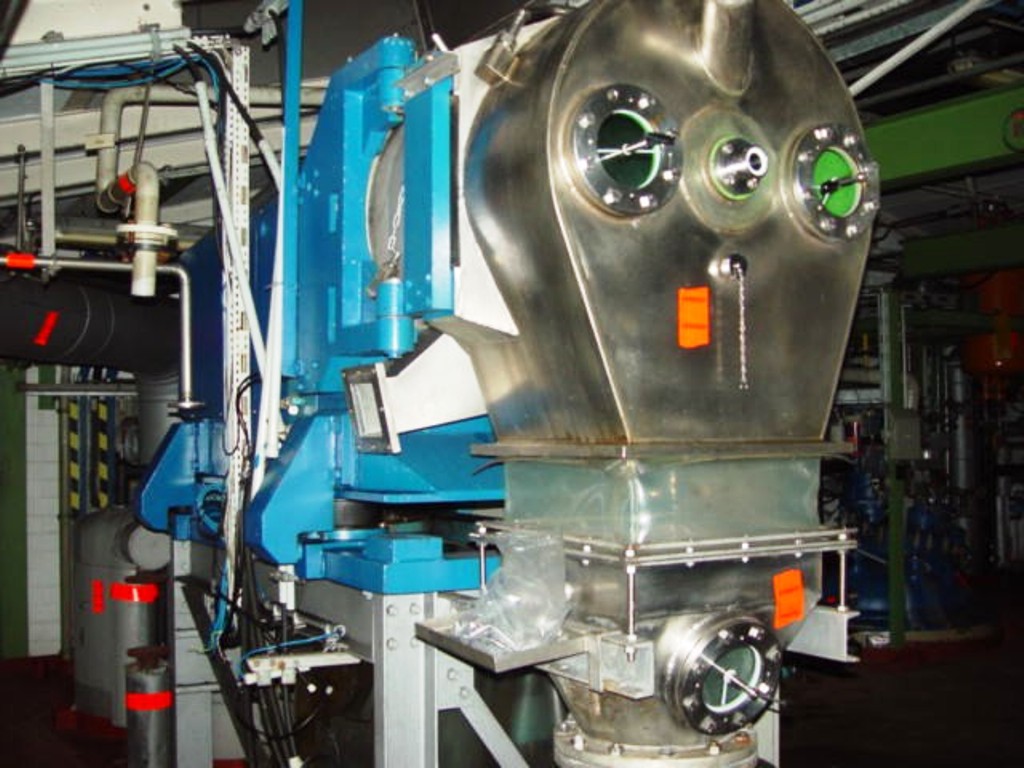
Max bowl speed 1609 RPM, 1150 x G, 0.90 sqM filter area, 120 L filling capacity, 150 kg max load. Hydraulic drive with 40 HP motor 460/3/60/1765 RPM and solids vessel. 1990 vintage. Reconditioned to "as new" by the OEM and unused since.