













STOCK # 10143
Add to Cart
Description:
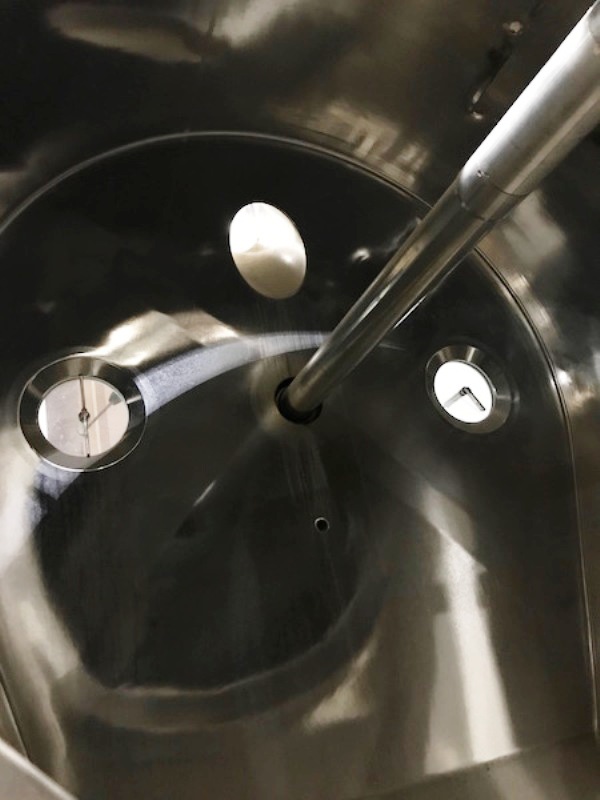
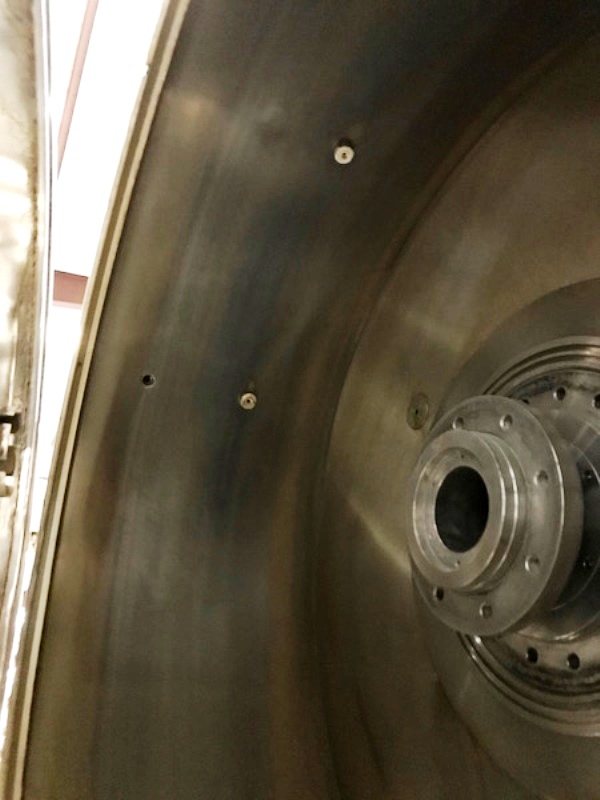
Max bowl speed 1270 RPM, 900 G's, 1.35 m2 filter area, 200L bowl volume, 100 HP XP motor 460/3/60/1800 RPM, 15 HP XP axial motor, all piping, Allen-Bradley PLC XP controls and stand. 1997 vintage. Very good condition.




