



















STOCK # 12555
Add to Cart
Description:
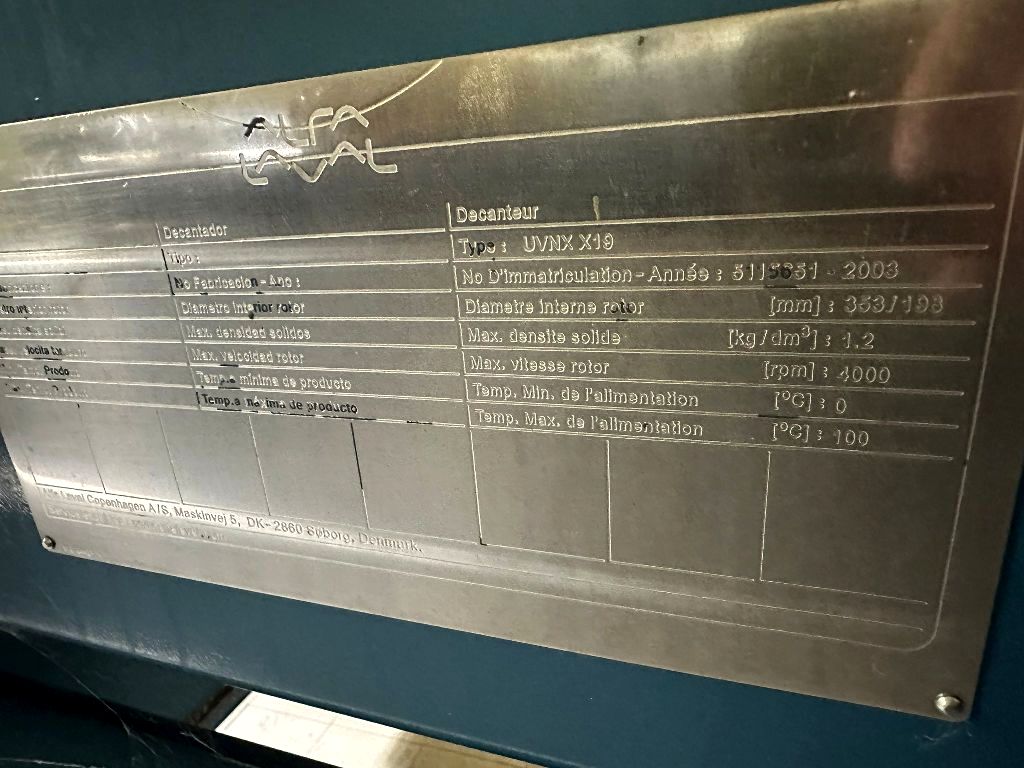
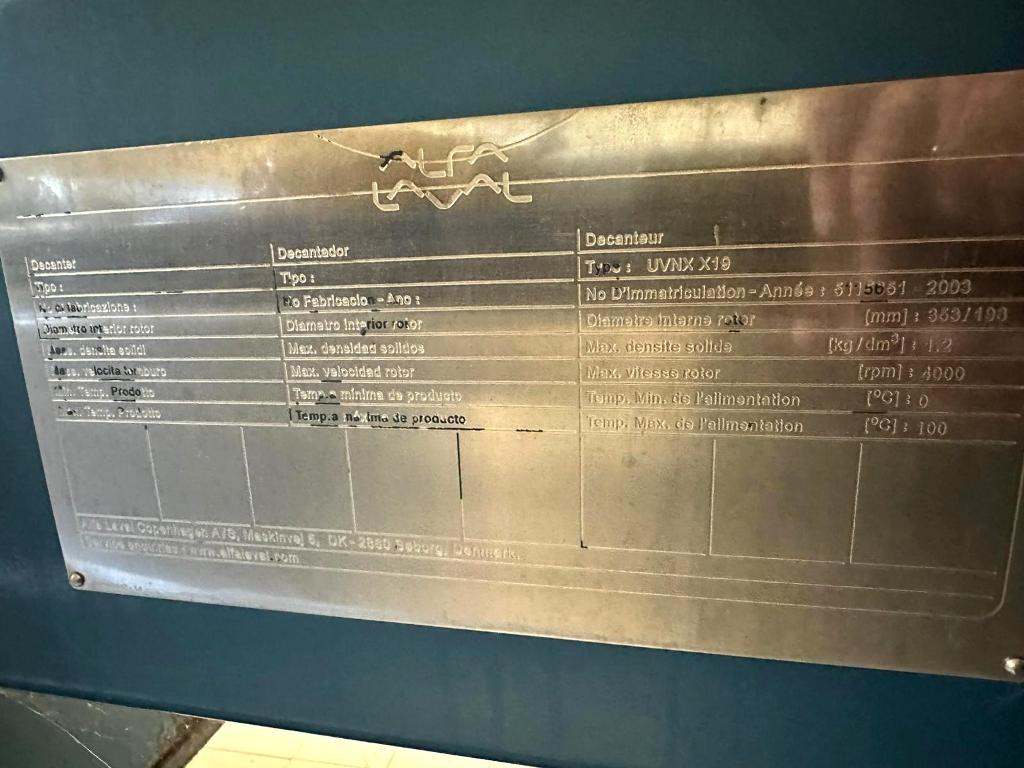
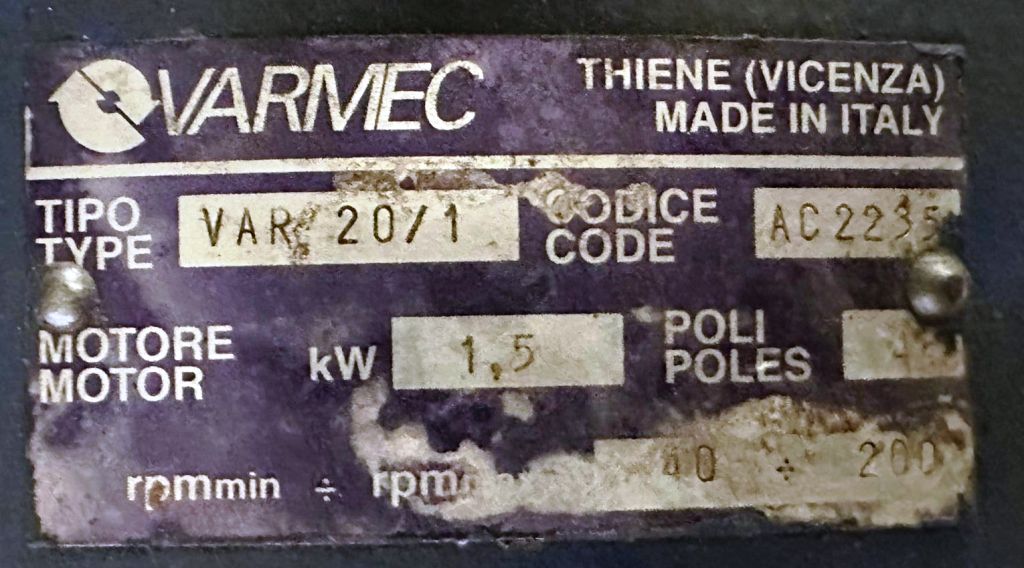
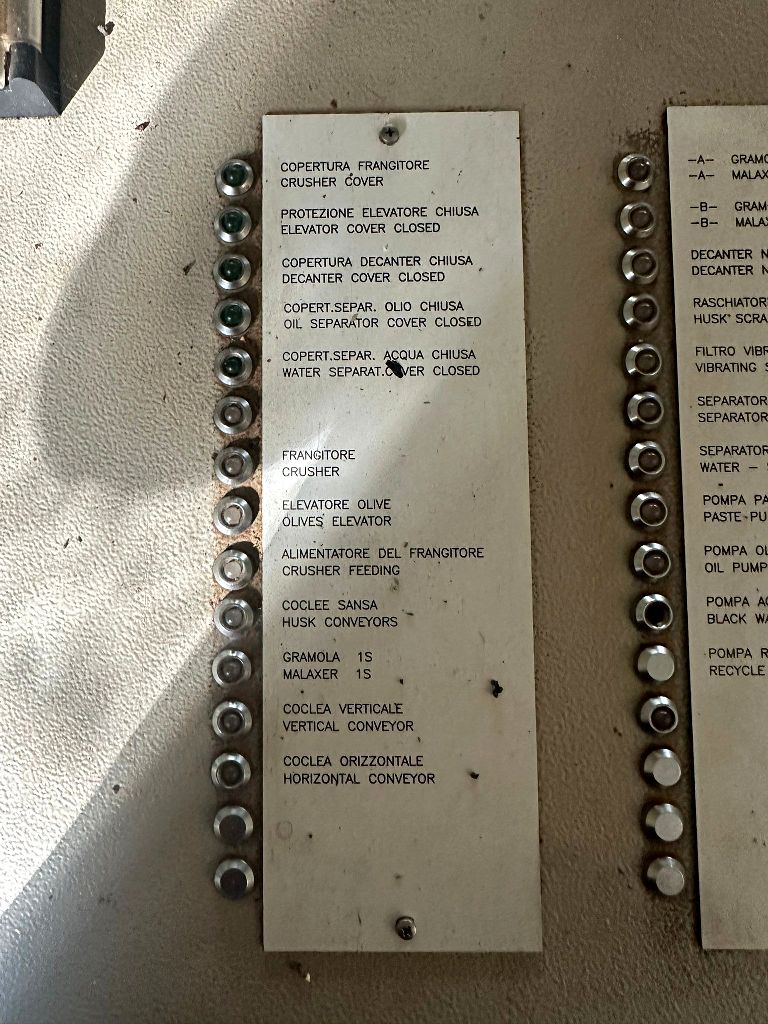
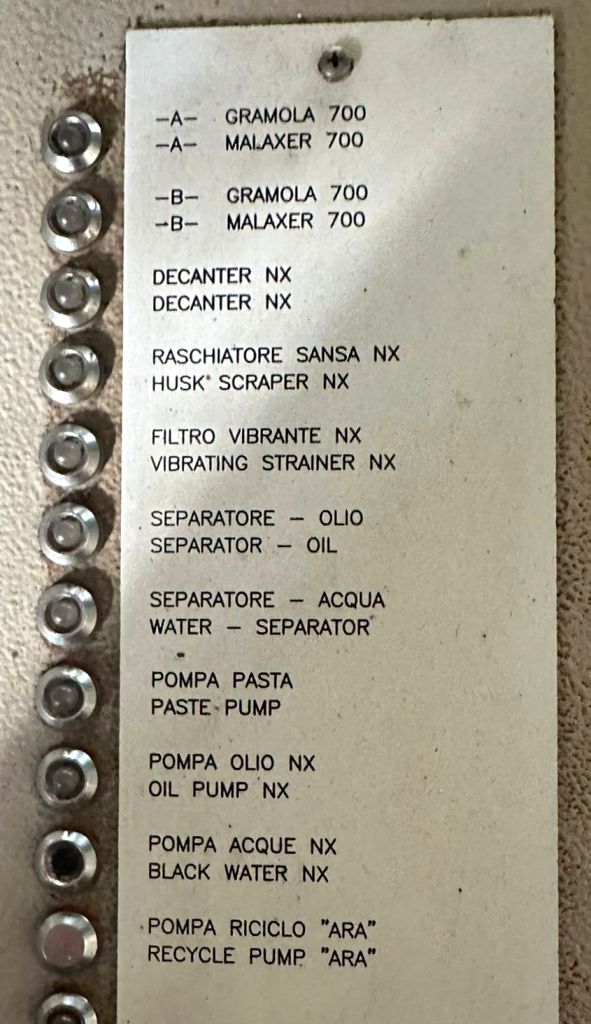
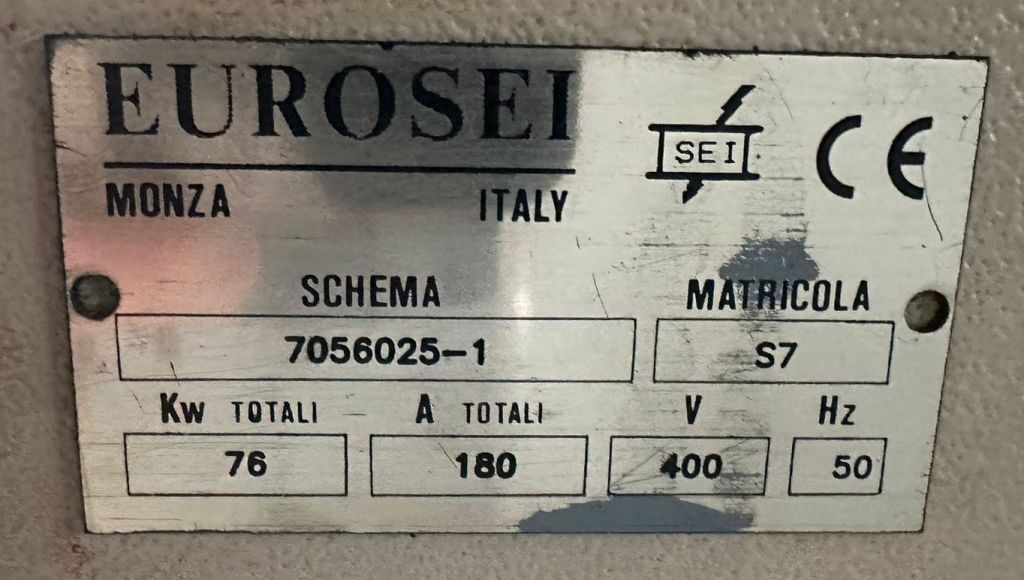
Max bowl speed 4000 RPM, 3158 x G, oil phase discharged under pressure, 70mm single lead hardsurfaced Esbjerg conveyor, 22 KW motor 380/3/50/1450 RPM, 159:1 2.5 kNm gearbox, 12.5 KW backdrive, guards, feed tube, vibration switch/isolators and chutes, unitized on stand. Includes (2) 700 LPH malaxers, husk scraper, vibrating strainer, oil separator, water separator, paste pump, oil pump, black water and recycle pumps, crusher, conveyors, olive elevator and PLC control panel. 2003 vintage. Very good condition. Located in Europe. Same as UVNX 418S-11G.














