















































Description:
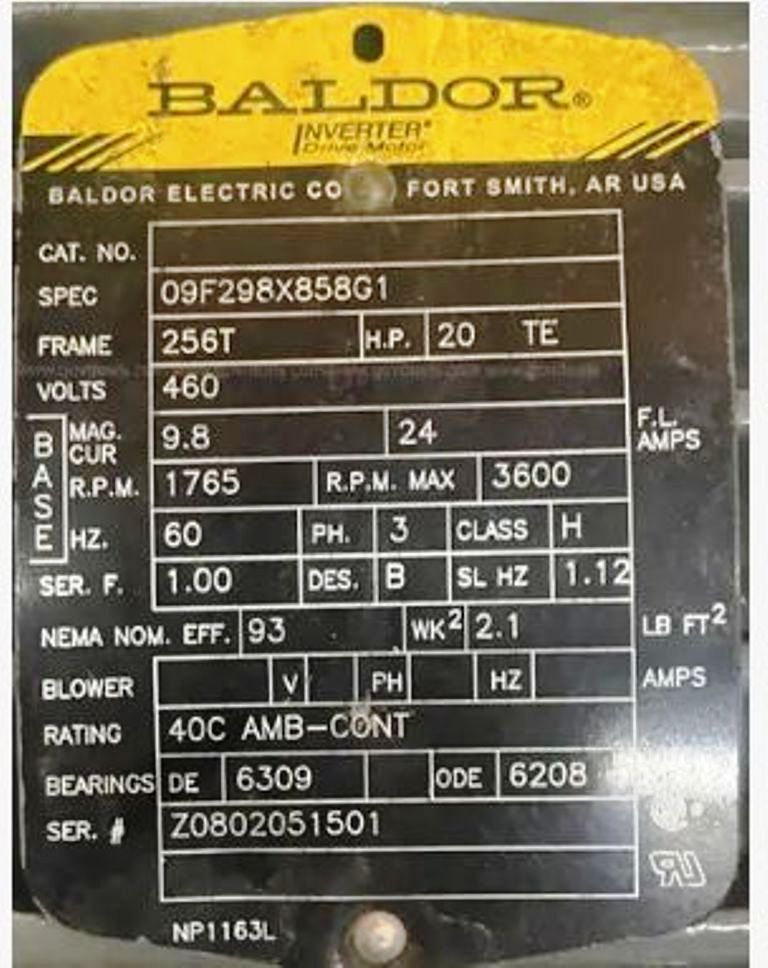
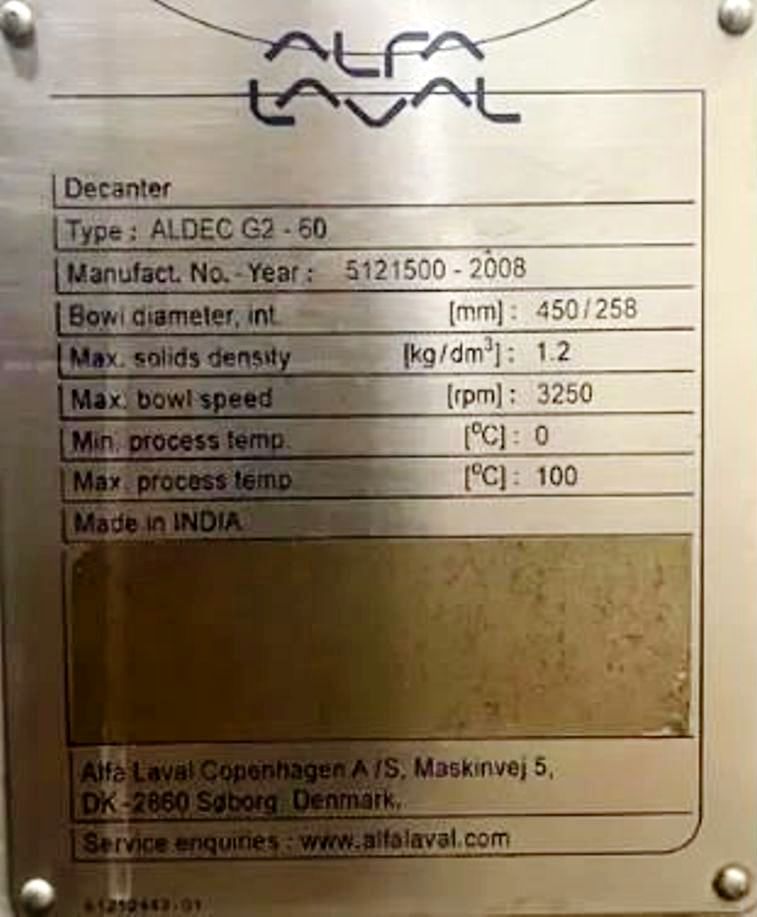
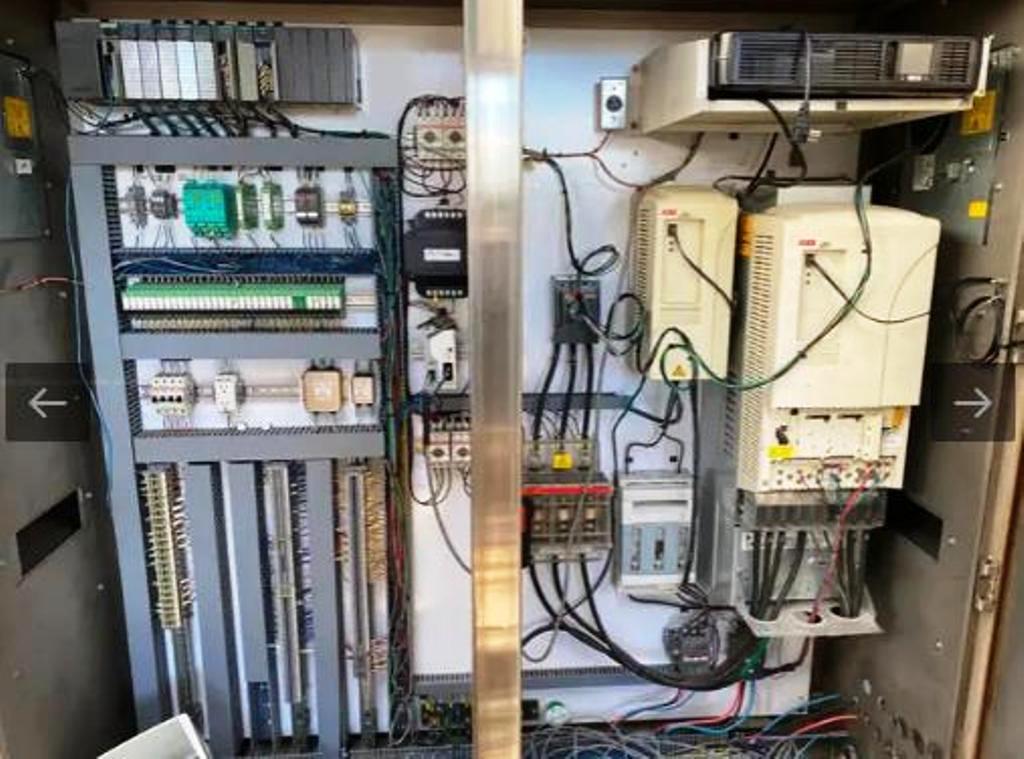
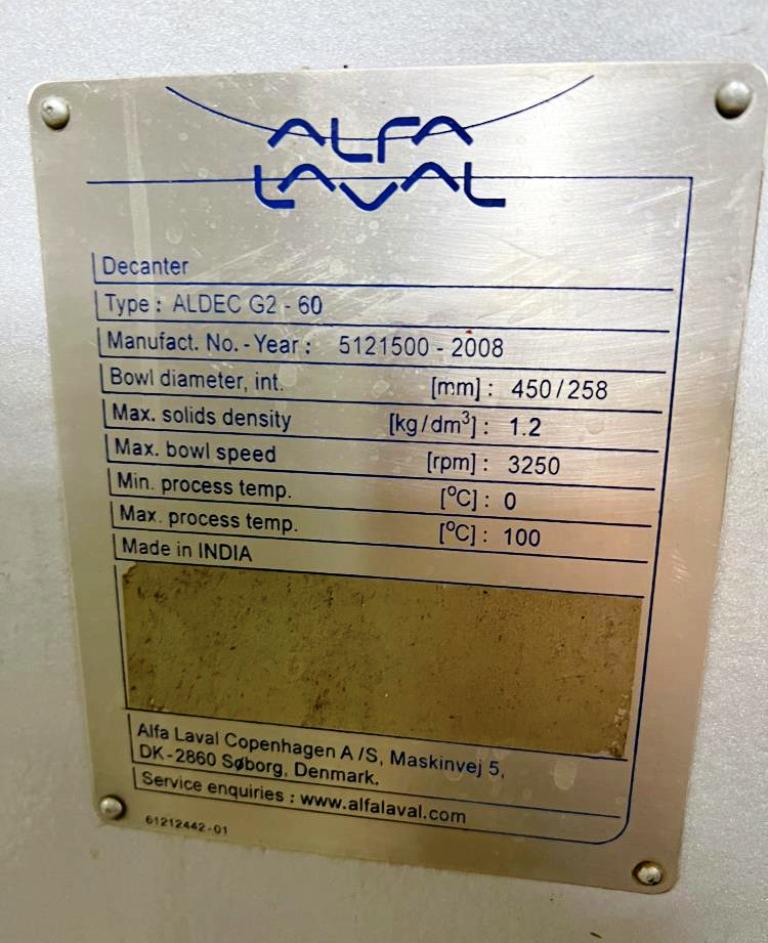
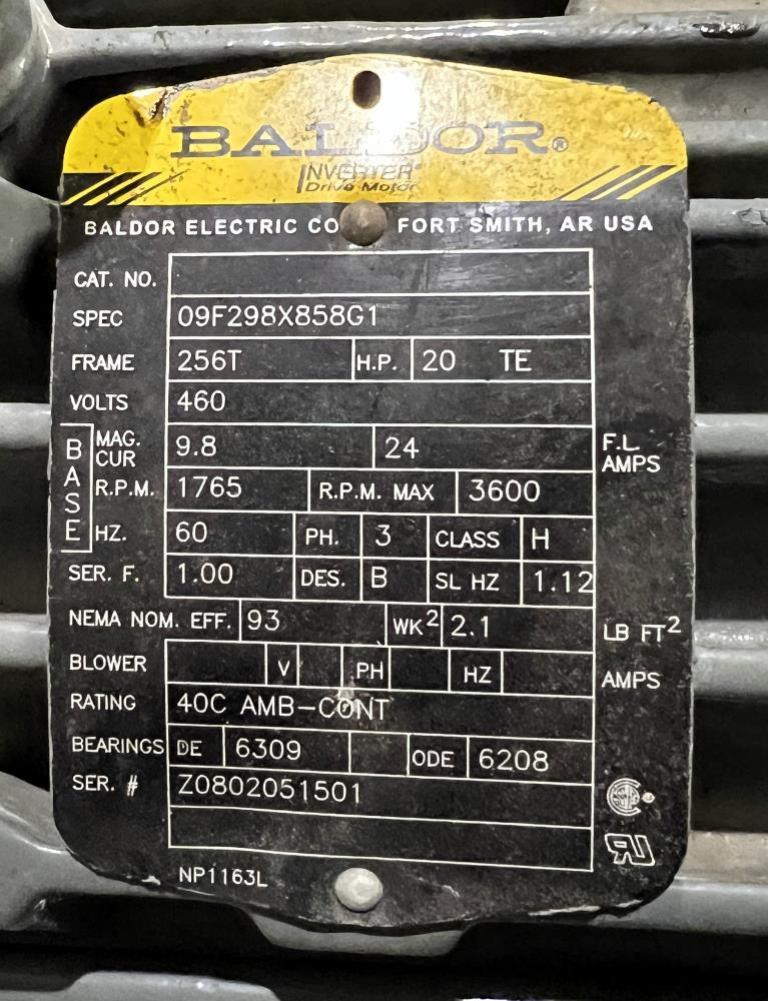
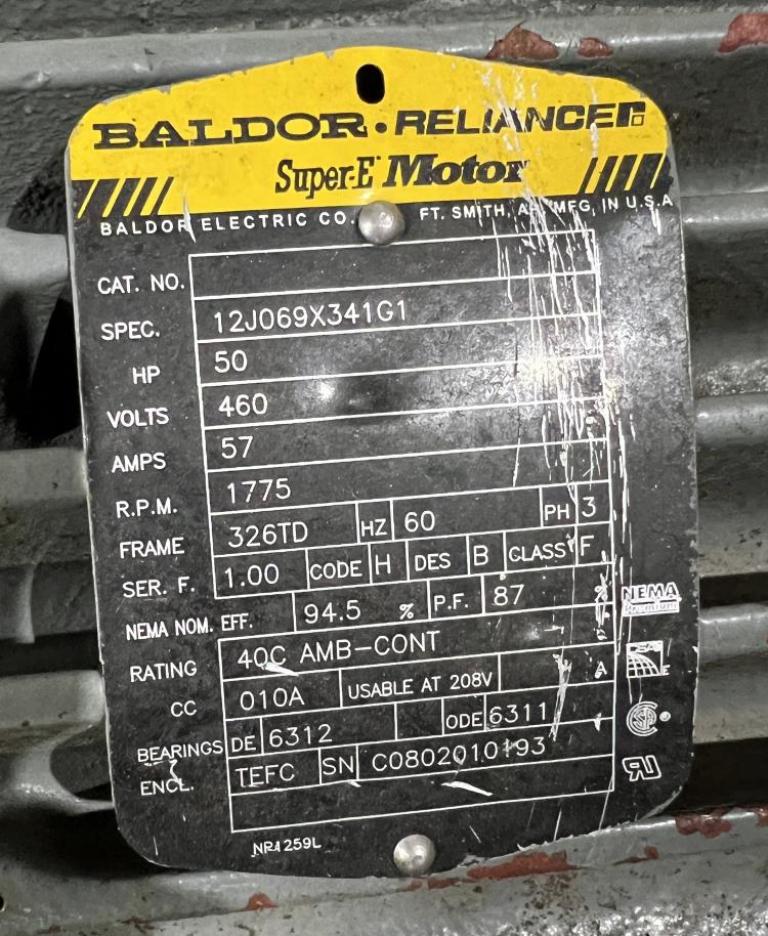
Max bowl speed 3250 RPM, 2665 x G, 20 degree contour bowl, 450 x 1910mm = 17.7 x 75.2" bowl ID, rated @ 90 GPM. 360 degree cake ports with wear protection, 6" single lead STC tiled conveyor, 75 HP motor 460/3/60/1765 RPM, 3.5 kNm gearbox, 20 HP backdrive, feed tube, guards, stand, vibration isolation/switch, chutes, PLC control panels with 2 VFDs, spare parts, tools and lifting equipment. 2008 vintage. Reconditioned by OEM in 2021 and unused since. Same as DSNX 4555 and NX 935.
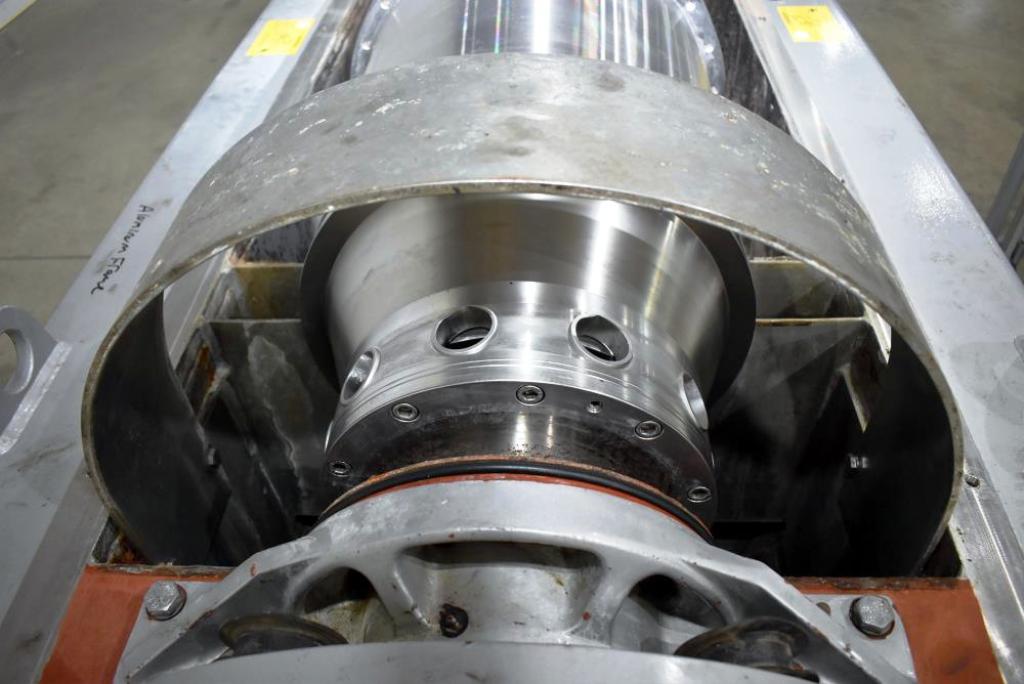
The Alfa-Laval ALDEC G2-60 Smart decanter centrifuge, 316SS. is engineered for high-efficiency separation processes in various industrial applications. With a maximum bowl speed of 3250 RPM and a centrifugal force of up to 2665 x G, this decanter centrifuge is designed to handle demanding separation tasks with precision. The 20-degree contour bowl optimizes the separation process, ensuring that solids and liquids are effectively separated for maximum yield. With a bowl diameter of 450 x 1910mm (17.7 x 75.2 inches) and a rated capacity of 90 GPM, this machine is capable of processing large volumes of material, making it an ideal choice for industries such as food processing, wastewater treatment, and chemical manufacturing. The 360-degree cake ports equipped with wear protection enhance the durability of the machine, ensuring longevity and reliability in operation.
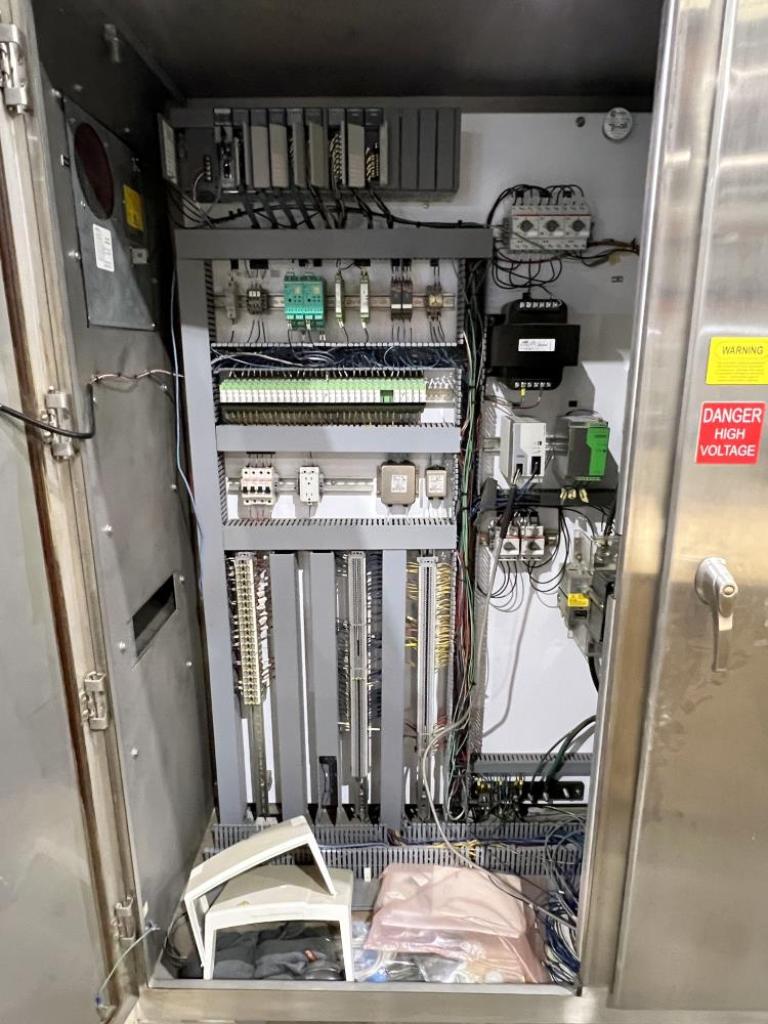
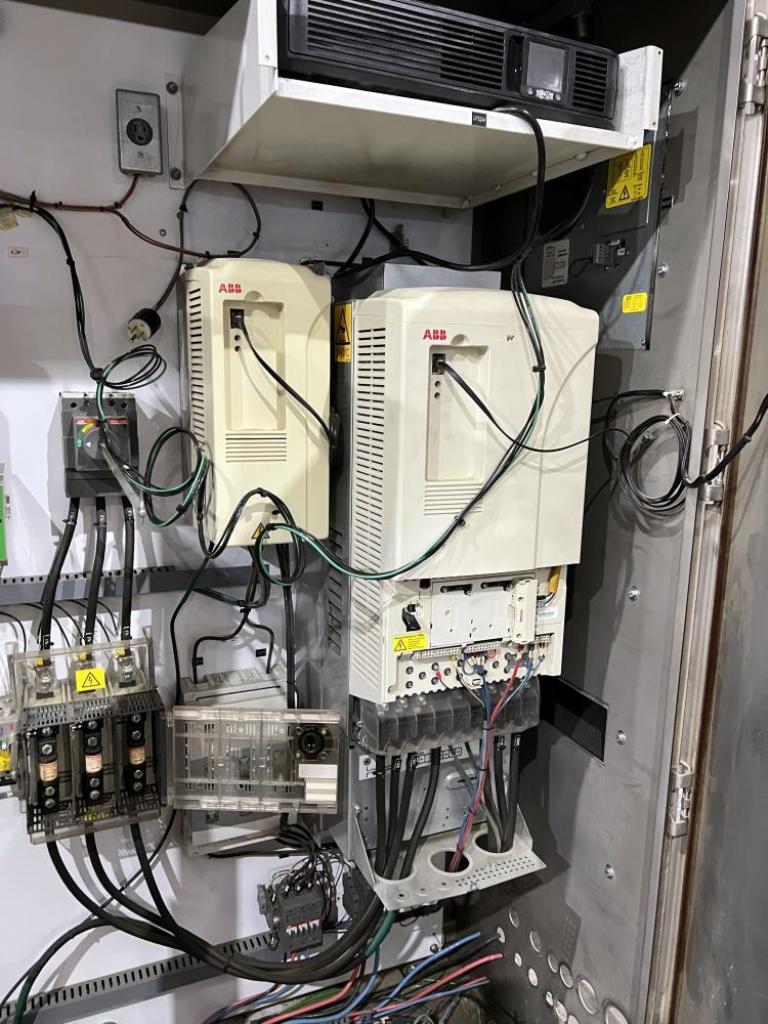
The Alfa-Laval ALDEC G2-60 is powered by a robust 75 HP motor operating at 460V/3/60 and 1765 RPM, providing the necessary torque for efficient operation. The inclusion of a 3.5 kNm gearbox and a 20 HP backdrive further enhances its performance, allowing for smooth operation even under heavy loads. The machine is equipped with a 6-inch single lead STC tiled conveyor that facilitates the effective removal of solids, while the PLC control panels with two variable frequency drives (VFDs) allow for precise control over the centrifuge's operation. This model, which was reconditioned by the OEM in 2021 and has remained unused since, also includes essential accessories such as a feed tube, guards, vibration isolation switch, chutes, spare parts, tools, and lifting equipment, making it a comprehensive solution for your separation needs.
Key Features:
High-Speed Performance, Durable Construction, Efficient Solid-Liquid Separation, Comprehensive Control System, Complete Accessory Package








