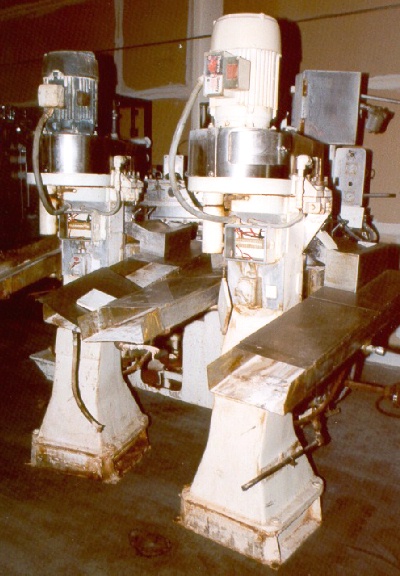


Description:
Max bowl speed 9000 RPM, 10,000 x G, sanitary design, cooling jacket, CIP/SIP to 15 PSIG @ 260F, full containment for handling biological or sterile slurry, 10 HP XP main drive and 1 HP XP backdrive with PLC starter and controls. 1992 vintage. Excellent condition.
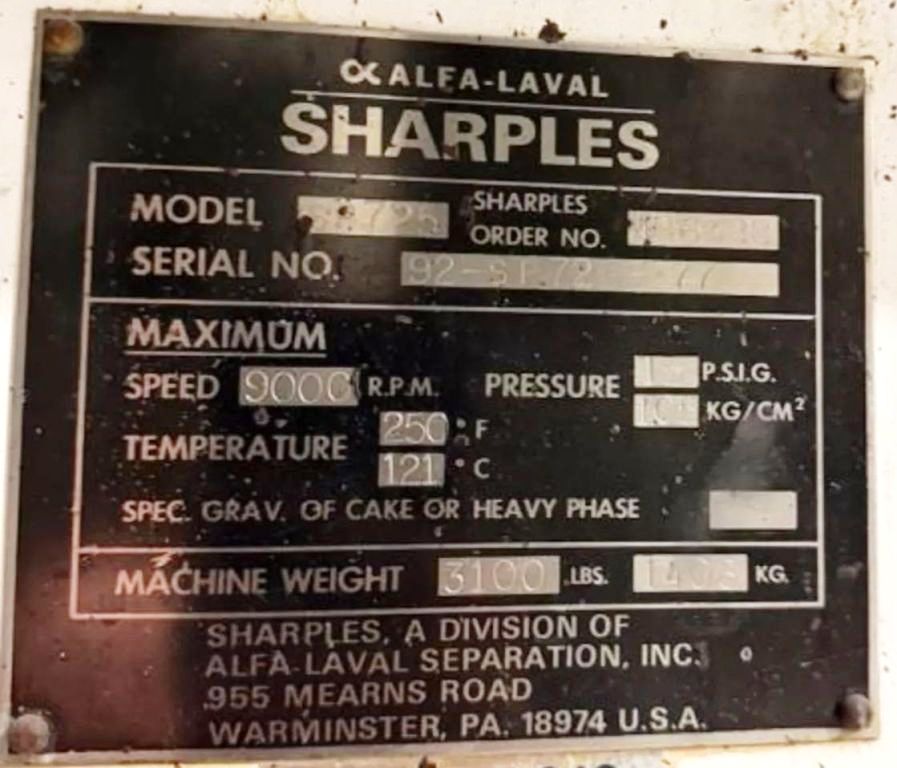
The Sharples SP-725 Super helix clarifier centrifuge, 316/317SS. is engineered to deliver exceptional performance in the separation of solids from liquids in a variety of industrial applications. With a maximum bowl speed of 9000 RPM and the ability to generate forces up to 10,000 x G, this centrifuge is designed to efficiently clarify and purify fluids, making it an ideal choice for industries such as pharmaceuticals, biotechnology, and food processing. Its sanitary design ensures compliance with stringent hygiene standards, while the cooling jacket helps maintain optimal operating temperatures, thus enhancing the longevity and reliability of the equipment during extended use.
This centrifuge is equipped with a robust 10 HP XP main drive and a 1 HP XP backdrive, providing the necessary power to handle demanding separation tasks. The inclusion of a PLC starter and controls allows for precise operation and monitoring, ensuring that users can easily adjust settings to meet specific processing requirements. The CIP (Clean-In-Place) and SIP (Sterilize-In-Place) capabilities, rated to 15 PSIG at 260°F, facilitate thorough cleaning and sterilization, minimizing downtime and maximizing productivity. Additionally, the full containment feature is particularly beneficial for handling biological or sterile slurries, ensuring safe and efficient processing while mitigating the risk of contamination.
With its 1992 vintage, the Sharples SP-725 Super helix clarifier centrifuge, 316/317SS. has been maintained in excellent condition, making it a reliable addition to any industrial operation. Its combination of high-speed performance, durable construction, and easy maintenance makes it a valuable asset for companies looking to enhance their separation processes. Investing in this centrifuge not only improves operational efficiency but also ensures that your facility adheres to the highest standards of safety and quality.
Key Features:
High-Speed Performance, Durable Construction, Easy Maintenance, Sanitary Design, Advanced Control System