













STOCK # 10078
Add to Cart
Description:
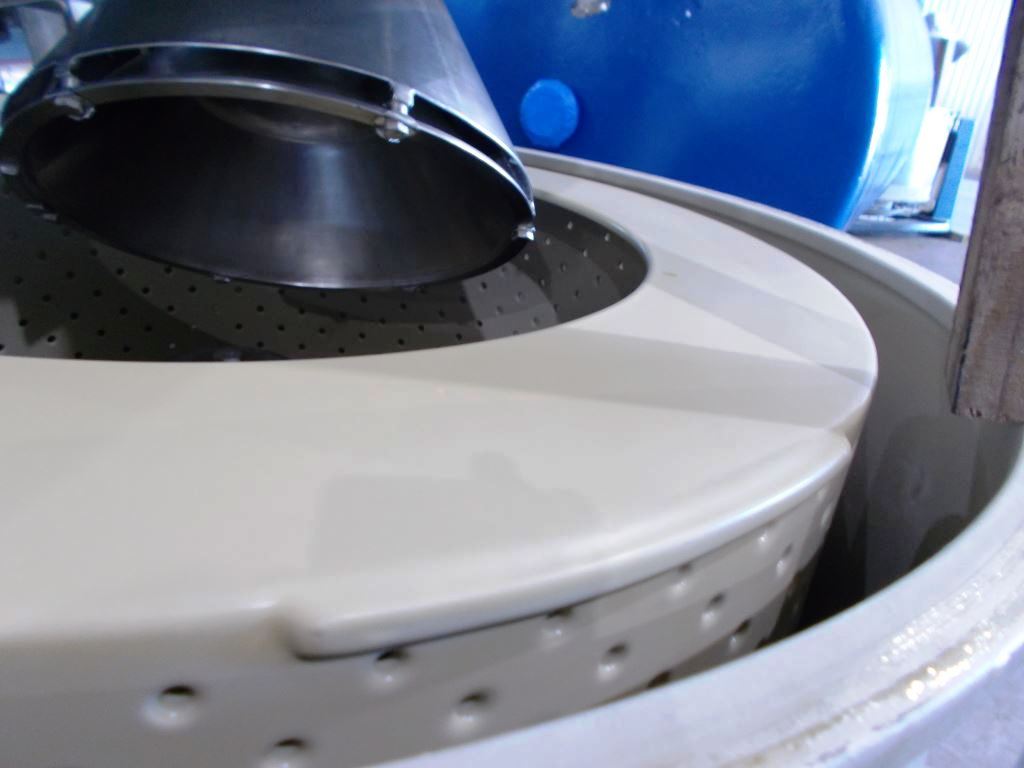
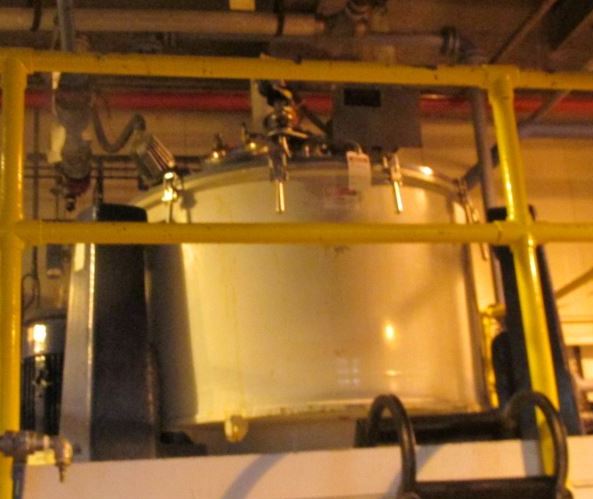
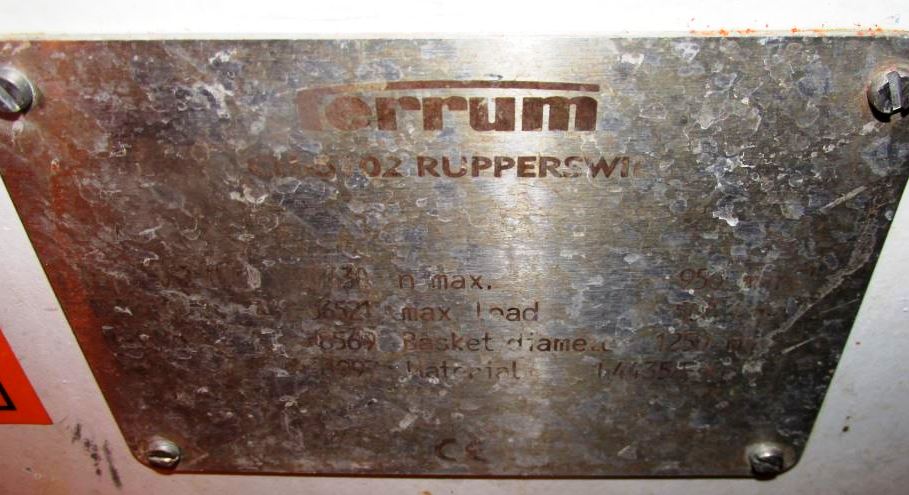
Max bowl speed 950 RPM, 630 x G, bottom dump, gas-tight, 26.5 sqft filtration area, 500 kg max load, 104 G volume, nitrogen purge, GMP/FDA approved sanitary design. 18.5 KW motor 460/3/60/1750 RPM, pneumatic heel cake removal feature, CIP spray balls, hydraulic power pack for lid lifting, feed pipe and sight glass. Prior use: Pharmaceutical. Excellent condition.








