
















STOCK # 11861
Add to Cart
Description:
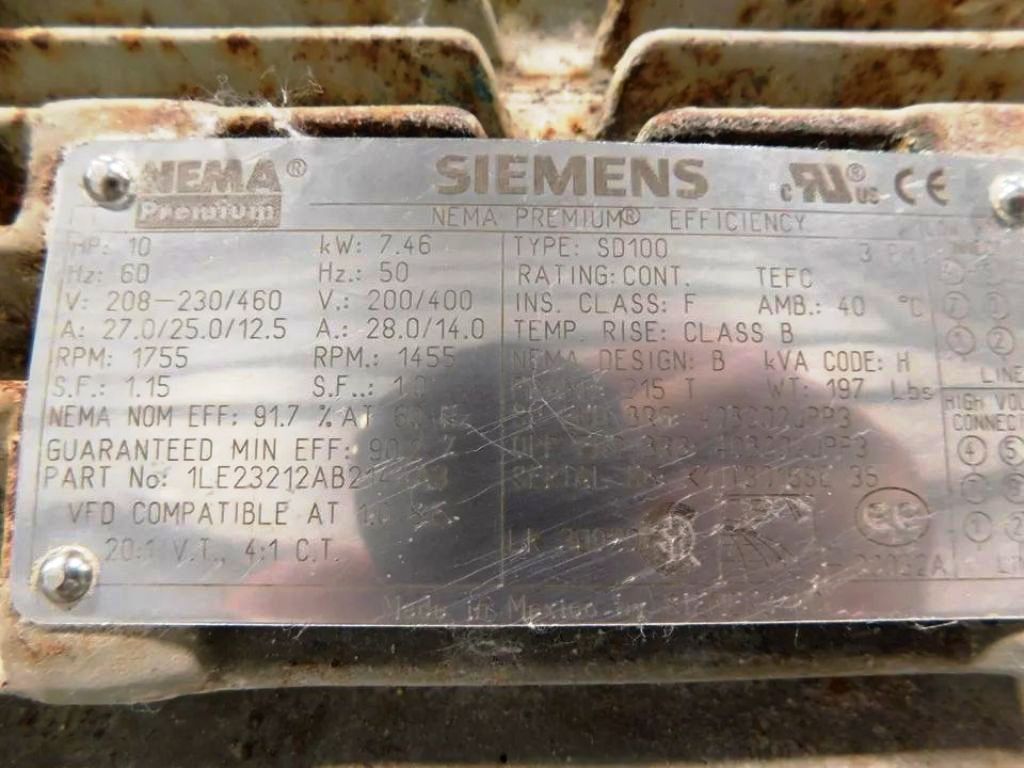
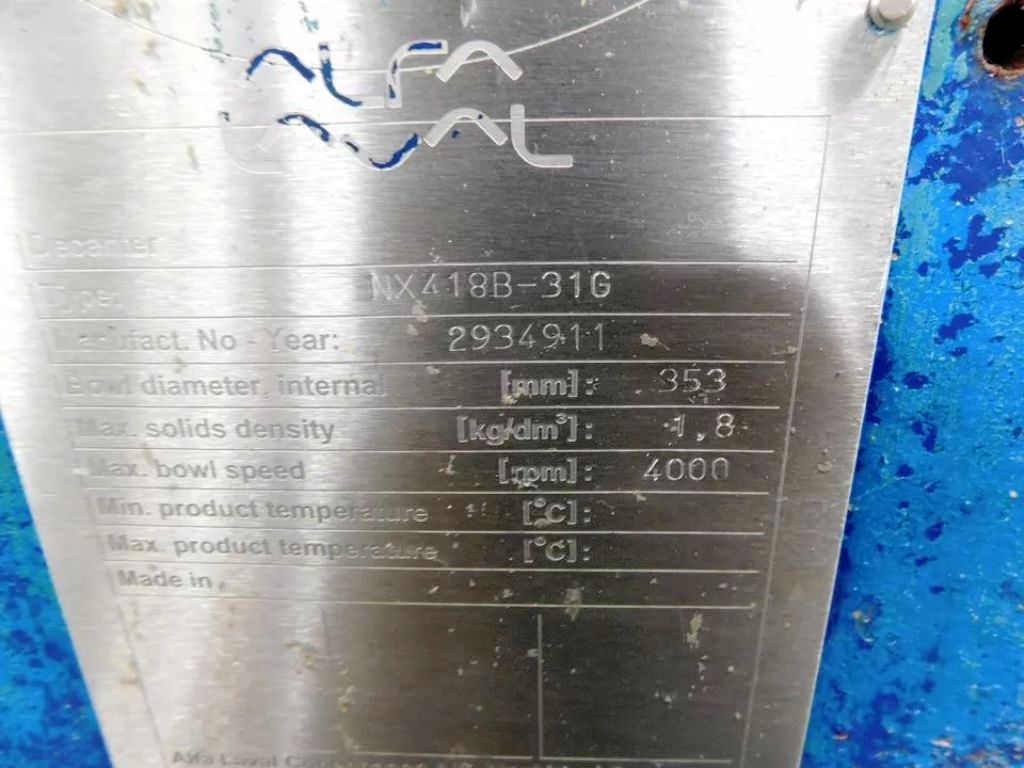
Max bowl speed 4000 RPM, 3158 x G, liquid discharged by gravity, 110mm hardsurfaced Esbjerg conveyor, 50 HP motor 230/460/3/60/1755 RPM, guards, 159:1 2.5 kNm gearbox, 10 HP backdrive, guards and feed tube, mounted on stand. Prior use: Starch and sweeteners. Very good condition.












